P.A.6 vs PA 12: la differenza fondamentale in breve
PA 6 (poliammide 6, noto anche come nylon 6) e PA 12 (poliammide 12, noto anche come nylon 12) sono entrambi materiali termoplastici tecnici della famiglia delle poliammidi, ma differiscono significativamente nella struttura molecolare, nell'assorbimento dell'umidità, nella resistenza chimica, nelle proprietà meccaniche e nel comportamento di lavorazione. Il numero nei loro nomi si riferisce al numero di atomi di carbonio nella catena del monomero: PA 6 è costituito da caprolattame (6 carboni), mentre PA 12 è derivato da laurolattame (12 carboni). Questa differenza strutturale apparentemente semplice crea comportamenti dei materiali radicalmente diversi nelle applicazioni del mondo reale.
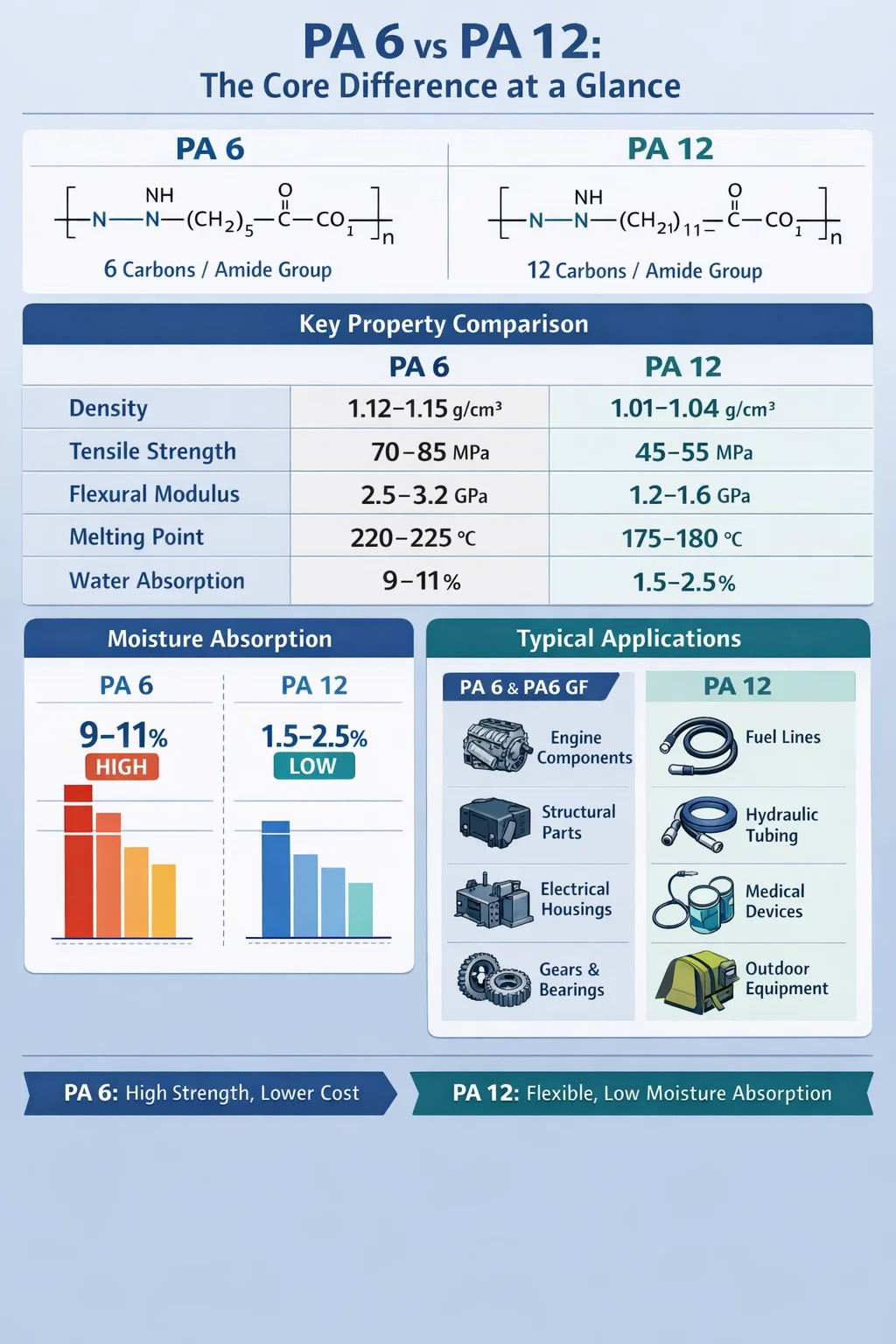
In breve: PA 6 offre maggiore rigidità, migliore resistenza meccanica e costi inferiori, rendendolo ideale per componenti strutturali e portanti. PA 12 eccelle in stabilità dimensionale, basso assorbimento di umidità e flessibilità, rendendolo la scelta preferita per tubi, linee di carburante e applicazioni esterne dove la resistenza all'umidità è fondamentale. Quando viene aggiunto il rinforzo in fibra di vetro: formazione Materiali PA6GF — il divario prestazionale rispetto al PA 12 in termini di rigidità si amplia ulteriormente a favore del PA 6.
Struttura molecolare e densità del gruppo ammidico
La differenza fondamentale tra PA 6 e PA 12 risiede nella frequenza con cui compaiono i gruppi ammidici (-CO-NH-) lungo la struttura polimerica. Nel PA 6 si forma un legame ammidico ogni 6 atomi di carbonio. Nel PA 12, la spaziatura si estende a 12 atomi di carbonio tra ciascun collegamento ammidico.
I gruppi ammidici sono idrofili: attraggono e legano le molecole d'acqua attraverso il legame idrogeno. Ciò significa che la PA 6, con la sua maggiore densità di gruppi ammidici, assorbe molta più umidità rispetto alla PA 12. PA 6 può assorbire fino al 9–11% di umidità alla saturazione in acqua, mentre PA 12 assorbe solo circa l'1,5–2,5%. Questa non è una differenza minore: influenza direttamente la stabilità dimensionale, le prestazioni meccaniche e le proprietà elettriche durante la vita utile del prodotto.
La catena alifatica più lunga nel PA 12 contribuisce anche a una maggiore mobilità della catena e a una temperatura di transizione vetrosa più bassa. PA 12 rimane flessibile anche a temperature fino a -40°C, motivo per cui è ampiamente utilizzato nelle tubazioni del carburante e dei freni per autoveicoli in applicazioni a climi freddi.
Confronto delle proprietà chiave: PA 6 vs PA 12
La tabella seguente fornisce un confronto tecnico affiancato delle proprietà dei materiali più importanti per i progettisti che scelgono tra queste due poliammidi.
| Proprietà | PA 6 | PA 12 |
|---|---|---|
| Densità (g/cm³) | 1.12–1.15 | 1.01–1.04 |
| Resistenza alla trazione (MPa) | 70–85 | 45–55 |
| Modulo di flessione (GPa) | 2.5–3.2 | 1.2–1.6 |
| Punto di fusione (°C) | 220–225 | 175–180 |
| Assorbimento d'acqua (saturazione,%) | 9–11 | 1,5–2,5 |
| Flessibilità alle basse temperature | Moderato | Eccellente (fino a -40°C) |
| Resistenza chimica | Bene | Eccellente |
| Resistenza ai raggi UV | Moderato | Bene |
| Costo relativo del materiale | Basso | Alto (2–3× PA 6) |
| Lavorabilità | Eccellente | Bene |
Assorbimento dell'umidità e stabilità dimensionale
L'assorbimento di umidità è uno dei fattori più critici che differenziano il PA 6 dal PA 12 nell'ingegneria pratica. Le parti in PA 6 possono cambiare le loro dimensioni fino a 1,5–2,0% di lunghezza poiché assorbono l'umidità atmosferica nel tempo dopo lo stampaggio. Ciò rende i componenti di precisione realizzati in PA 6 non rinforzato difficili da utilizzare in assemblaggi con tolleranze strette, a meno che il condizionamento non venga preso in considerazione nella progettazione o non venga utilizzato il rinforzo in fibra di vetro per sopprimere il cambiamento dimensionale.
PA 12, invece, presenta variazioni dimensionali inferiori allo 0,5% alle stesse condizioni. Ciò lo rende molto più prevedibile in servizio ed è uno dei motivi principali per cui i progettisti scelgono PA 12 per connettori idraulici, raccordi di precisione e tubi di piccolo diametro dove adattamento e funzione devono rimanere coerenti in ambienti con umidità variabile.
L'umidità influisce anche sulle proprietà meccaniche. Una parte in PA 6 testata a secco come stampata potrebbe mostrare una resistenza alla trazione di 80 MPa, ma dopo il condizionamento al contenuto di umidità di equilibrio al 50% di umidità relativa, questo può scendere a circa 55–60 MPa. Questo è un compromesso noto che deve essere considerato quando si specifica PA 6 per applicazioni strutturali. PA 12 mostra variazioni molto minori: le sue proprietà meccaniche condizionate rimangono vicine ai valori a secco, il che semplifica la specifica del materiale per i progettisti.
PA 6 rinforzata con fibra di vetro: cosa portano in tavola i materiali PA6 GF
Quando la fibra di vetro viene aggiunta a PA 6, il materiale PA6 GF risultante (comunemente disponibile come PA6 GF15, PA6 GF30, PA6 GF50, ecc., dove il numero indica il contenuto di fibra di vetro in percentuale in peso) subisce una drammatica trasformazione in rigidità e resistenza. Questa è una delle strategie di rinforzo più utilizzate nei tecnopolimeri.
Come la fibra di vetro cambia le prestazioni del PA 6
PA6 GF30 (PA 6 rinforzato con fibra di vetro al 30%) è il grado più comunemente specificato. Fornisce:
- Resistenza alla trazione di 170–190MPa , più del doppio di quello del PA 6 non rinforzato
- Modulo di flessione di 8-10 GPa , rispetto a 2,5–3,2 GPa per PA 6 puro
- Assorbimento di umidità ridotto: la fibra di vetro stessa non assorbe acqua, quindi l'assorbimento effettivo di umidità nel composito è significativamente inferiore rispetto al PA 6 puro
- Stabilità dimensionale migliorata: la deformazione e il ritiro post-stampo sono ridotti, anche se il restringimento anisotropo diventa una nuova considerazione a causa dell'orientamento delle fibre
- La temperatura di deflessione del calore aumenta a circa 200–210°C (rispetto a ~185°C per PA 6 puro con carico di 1,8 MPa)
I materiali PA6 GF sono ampiamente utilizzati nei collettori di aspirazione automobilistici, nelle coperture dei motori, nelle staffe strutturali, negli alloggiamenti elettrici e nei componenti delle pompe industriali. La combinazione di elevata rigidità, buona resistenza al calore e costo relativamente basso delle materie prime rende PA6 GF30 uno dei composti tecnici più convenienti sul mercato.
PA6 GF vs PA 12: un confronto diretto
Confrontando i materiali PA6 GF con PA 12 non rinforzato, la scelta diventa più sfumata. PA6 GF30 supererà significativamente il PA 12 in termini di rigidità e resistenza al calore, ma il PA 12 vincerà comunque in termini di flessibilità, resistenza chimica ai carburanti e fluidi idraulici e tenacità alle basse temperature. Se l'applicazione richiede una parte strutturale rigida che funzioni a temperature elevate, PA6 GF è il chiaro vincitore. Se la parte è una tubazione flessibile del carburante o un connettore esposto al liquido dei freni e a temperature invernali di -30°C, PA 12 rimane la scelta giusta.
Resistenza chimica: dove PA 12 supera le prestazioni
PA 12 ha una resistenza superiore a un'ampia gamma di sostanze chimiche rispetto a PA 6. La minore densità del gruppo ammidico lo rende più resistente all'idrolisi e all'attacco di acidi, alcali e solventi organici. Nelle applicazioni automobilistiche, ciò si traduce in una migliore resistenza a:
- Carburanti, comprese miscele di etanolo (E10, E85) e diesel
- Fluidi idraulici e liquidi dei freni (DOT 4 e DOT 5.1)
- Sali stradali di cloruro di zinco e cloruro di calcio
- Grassi automobilistici e oli lubrificanti
PA 6 funziona adeguatamente in molti di questi ambienti, ma può mostrare fessurazioni da stress se esposto al cloruro di zinco sotto carico meccanico, un fenomeno noto come stress cracking ambientale (ESC). Questo è stato storicamente un problema con clip e staffe PA 6 negli ambienti sotto il cofano in cui sono presenti spruzzi stradali contenenti sali stradali. Il PA 12 è sostanzialmente meno suscettibile a questo tipo di guasto.
Per le applicazioni farmaceutiche e a contatto con gli alimenti, PA 12 offre anche vantaggi normativi in alcuni mercati grazie al suo contenuto estraibile inferiore e alla chimica superficiale più stabile nel tempo.
Differenze di elaborazione tra PA 6 e PA 12
Entrambi i materiali sono termoplastici lavorati principalmente mediante stampaggio a iniezione ed estrusione, ma i loro diversi punti di fusione e la sensibilità all'umidità portano a requisiti di lavorazione diversi.
Requisiti di asciugatura
A causa del suo elevato assorbimento di umidità, la PA 6 è particolarmente sensibile alla degradazione idrolitica durante la lavorazione se non adeguatamente essiccata. Le condizioni di essiccazione consigliate per PA 6 sono quelle tipiche 80°C per 4–8 ore in un essiccatore deumidificatore per ottenere un contenuto di umidità inferiore allo 0,2%. La mancata essiccazione corretta del PA 6 provoca segni di allargamento, riduzione del peso molecolare e proprietà meccaniche compromesse nella parte stampata. I materiali PA6 GF presentano gli stessi requisiti di essiccazione.
PA 12, con la sua igroscopicità molto inferiore, richiede in genere un'essiccazione meno aggressiva 80°C per 2–4 ore è sufficiente. Ciò può offrire un vantaggio in termini di efficienza di elaborazione nella produzione di volumi elevati.
Temperatura di fusione e temperatura dello stampo
La PA 6 viene lavorata a temperature di fusione di 240–280°C, mentre la PA 12 funziona a temperature inferiori di 200–240°C. In alcuni casi, questa temperatura di lavorazione più bassa per PA 12 può ridurre il consumo energetico e il tempo di ciclo. Tuttavia, il punto di fusione più basso del PA 12 significa anche che ha una temperatura di servizio continuo più bassa, aspetto rilevante quando si specificano parti per ambienti caldi come i componenti del sottocofano delle automobili.
Restringimento e deformazione
La PA 6 non rinforzata si ritira isotropicamente di circa l'1,0–1,5% durante lo stampaggio. I materiali PA6 GF mostrano un ritiro anisotropo – inferiore nella direzione del flusso (circa 0,2–0,5%) e maggiore nella direzione trasversale (circa 0,6–1,2%) – di cui occorre tenere conto nella progettazione dello stampo per evitare deformazioni. PA 12 mostra un ritiro moderato pari a circa lo 0,8–1,5% e si comporta in modo più prevedibile nelle parti a pareti sottili grazie alla sua flessibilità intrinseca.
Prestazioni termiche e invecchiamento termico a lungo termine
La PA 6 ha un punto di fusione più elevato (220–225°C) e prestazioni termiche generalmente migliori rispetto alla PA 12 (175–180°C). Se rinforzati con fibra di vetro, i materiali PA6 GF possono funzionare in continuo a temperature fino a 130–150°C (con pacchetti stabilizzatori di calore), rendendoli adatti per applicazioni sotto cofano automobilistico.
PA 12, con il suo punto di fusione più basso, ha una temperatura di servizio continuo tipicamente limitata a circa 100–110°C. Per le applicazioni che richiedono un'esposizione prolungata al calore del motore o a temperature ambiente elevate, questa può rappresentare una limitazione squalificante che spinge i progettisti verso materiali PA6 GF o anche poliammidi a temperatura più elevata come PA 46 o PPA.
Sono disponibili qualità stabilizzate al calore di entrambi i materiali. I gradi PA6 GF30 HS (stabilizzati al calore) sono comunemente specificati per componenti di motori per i quali è prevista un'esposizione continua a 150°C, con picchi a breve termine tollerati fino a 170°C. I gradi PA 12 stabilizzati al calore estendono il servizio fino a circa 120°C continui: un miglioramento, ma comunque inferiore a PA6 GF in applicazioni equivalenti.
Applicazioni tipiche: dove viene utilizzato ciascun materiale
I diversi profili di proprietà dei materiali PA 6, PA6 GF e PA 12 portano naturalmente a diversi domini applicativi. La seguente ripartizione riflette i modelli di utilizzo del mondo reale nei principali settori.
PA 6 e PA6 GF — Aree di applicazione primarie
- Automotive: Collettori di aspirazione (PA6 GF30/GF50), coperture del motore (PA6 GF30 HS), alloggiamenti dei filtri dell'aria, componenti delle cinture di sicurezza, sistemi di pedali, copriruote
- Elettrica ed elettronica: Involucri di interruttori automatici, blocchi di connettori, componenti di quadri, fascette per cavi, alloggiamenti di motori
- Macchinari industriali: Ingranaggi, cuscinetti, boccole, componenti di nastri trasportatori, alloggiamenti di pompe
- Beni di consumo: Alloggiamenti per utensili elettrici, componenti per biciclette, telai per valigie, articoli sportivi
- Tessile: Filati, calzetteria, tessuti per abbigliamento (fibra PA 6 non rinforzata)
PA 12 — Aree di applicazione primarie
- Tubi automobilistici: Tubazioni del carburante, tubazioni dei freni, tubazioni idrauliche, tubazioni per la gestione del vapore, tubazioni dei freni pneumatici per camion
- Movimentazione dei fluidi industriali: Tubazioni pneumatiche, linee di trasferimento chimico, distribuzione aria compressa
- Dispositivi medici: Componenti di cateteri, manici di strumenti chirurgici, alloggiamenti di dispositivi per la somministrazione di farmaci
- Stampa 3D (SLS): La polvere di PA 12 è il materiale dominante per la sinterizzazione laser selettiva grazie al suo comportamento di fusione coerente e alla flessibilità di post-elaborazione
- Offshore e sottomarino: Tubi flessibili, rivestimenti per cavi, componenti ombelicali per infrastrutture petrolifere e del gas
- Calzature: Componenti di scarponi da sci, parti di scarpe sportive che richiedono flessibilità a temperature inferiori allo zero
Considerazioni sui costi: PA 6 vs PA 12 Realtà economica
Il costo è spesso un fattore decisivo nella scelta del materiale e in questo caso la PA 6 presenta un vantaggio sostanziale. Il PA 12 costa in genere 2-3 volte di più al chilogrammo rispetto al PA 6 , e questo premio si espande ulteriormente se si confronta PA6 GF30 con PA 12. La differenza di prezzo riflette l’economia della materia prima: il laurolattame (il monomero PA 12) è una sostanza chimica più complessa e meno ampiamente prodotta rispetto al caprolattame (il monomero PA 6), che è prodotto su larga scala a livello globale.
Per i prodotti di consumo in grandi volumi o i componenti strutturali automobilistici in cui il design può ospitare materiali PA 6 o PA6 GF, i risparmi sui costi sono significativi. Un grande OEM automobilistico che produce 500.000 collettori di aspirazione all’anno utilizzando PA6 GF30 invece di un equivalente PA 12 (se ne esistesse uno con adeguata rigidità) vedrebbe risparmi di materie prime pari a milioni di dollari all’anno.
Il costo del PA 12 è giustificato solo quando le sue proprietà specifiche – resistenza all'umidità, resistenza chimica, flessibilità, prestazioni a bassa temperatura – sono realmente richieste dall'applicazione. Specificare eccessivamente PA 12 laddove sarebbero sufficienti materiali PA 6 o PA6 GF è un costo comune ma non necessario nei programmi di progettazione meno esperti.
PA 6, PA6 GF e PA 12 nella produzione additiva
Nel contesto della produzione additiva, in particolare della sinterizzazione laser selettiva (SLS), PA 12 domina il mercato della fusione a letto di polvere. Il punto di fusione più basso, l'intervallo di fusione ristretto e il comportamento favorevole alla risolidificazione facilitano la lavorazione nei sistemi SLS senza un'eccessiva degradazione della polvere inutilizzata tra una build e l'altra. La polvere SLS commerciale più utilizzata a livello globale, EOS PA 2200, è un grado PA 12.
I materiali PA6 e PA6 GF sono stati adattati con successo per SLS, con diversi fornitori che ora offrono miscele di polveri a base PA6 rinforzate con perle di vetro o fibra di carbonio per una maggiore rigidità. Tuttavia, il punto di fusione più elevato della PA 6 e la finestra di processo più ristretta la rendono più impegnativa nei sistemi SLS e in questo processo non ha raggiunto la stessa adozione sul mercato della PA 12.
Per FDM (modellazione a deposizione fusa), sono disponibili filamenti in PA 6 ma richiedono estrusori ad alta temperatura (ugello superiore a 240°C) e involucri a causa della propensione del materiale ad assorbire umidità e deformazioni. PA 12 offre prestazioni migliori in ambienti FDM all'aperto grazie al minore assorbimento di umidità e alla migliore adesione dello strato a temperature di lavorazione più basse.
Sostenibilità e Riciclabilità
Sia PA 6 che PA 12 sono termoplastici e sono teoricamente riciclabili mediante rifusione, sebbene le loro proprietà meccaniche si deteriorino ad ogni ciclo di lavorazione a causa della scissione della catena e della riduzione del peso molecolare. In pratica, il contenuto riciclato post-industriale (PIR) è più comunemente utilizzato in applicazioni non critiche come fascette per cavi, tubi e alloggiamenti stampati a iniezione.
PA 6 presenta un vantaggio significativo nel riciclaggio chimico. Il caprolattame (il monomero PA 6) può essere recuperato dai rifiuti di PA 6 attraverso la depolimerizzazione e riutilizzato nella produzione di polimeri di qualità vergine. Aziende come DSM (ora Envalior) e Lanxess hanno sviluppato processi commerciali a questo scopo. Il riciclo chimico della PA 12 è meno sviluppato e commercialmente meno maturo.
In termini di impronta di carbonio, il PA 12 ha un carico ambientale maggiore per chilogrammo a causa del percorso di sintesi più complesso del suo monomero. Tuttavia, poiché le parti in PA 12 possono durare più a lungo in ambienti aggressivi senza il degrado causato dall'umidità e dalle sostanze chimiche nella PA 6, l'analisi del ciclo di vita a volte favorisce la PA 12 nelle applicazioni in cui elimina guasti prematuri e sostituzioni.
Esistono versioni a base biologica di entrambi i materiali. Il PA 6 a base biologica (che utilizza caprolattame bio-derivato da materie prime rinnovabili come l'olio di ricino) e il PA 12 a base biologica (il laurolattame derivato dall'olio di ricino è disponibile in commercio da decenni, prodotto da Evonik con il marchio Vestamid) sono entrambi accessibili ai progettisti che cercano di ridurre la dipendenza dai combustibili fossili.
Come scegliere tra PA 6, PA6 GF e PA 12
La decisione tra questi materiali dovrebbe essere guidata da una valutazione sistematica dei requisiti applicativi. La seguente guida fornisce un quadro di partenza:
| Requisito di progettazione | Materiale consigliato |
|---|---|
| Massima rigidità e resistenza al minor costo | PA6 GF30 o PA6 GF50 |
| Tubazioni o tubi flessibili a contatto con carburanti o fluidi idraulici | PA 12 |
| Staffa strutturale, alloggiamento o componente sotto il cofano fino a 150°C | PA6 GF30 HS o PA6 GF50 HS |
| Parte esterna esposta ai raggi UV e all'umidità, senza carico elevato | PA 12 (o PA6 con stabilizzatore UV) |
| Componente di precisione che richiede una stretta tolleranza dimensionale | PA 12 o PA6 GF (considerata l'anisotropia) |
| Applicazione di stampa 3D SLS | Polvere PA12 |
| Ingranaggio o cuscinetto con requisiti di basso attrito | PA 6 (grado lubrificato o riempito con MoS₂) |
| Parte funzionante a -30°C o inferiore che richiede flessibilità | PA 12 |
Quando la decisione non è ancora chiara dopo questo screening iniziale, vale la pena richiedere campioni di materiale ai fornitori ed eseguire test specifici per l'applicazione, incluso il condizionamento al contenuto di umidità di servizio previsto prima di misurare le proprietà meccaniche. Testare il PA 6 secco come stampato rispetto al PA 12 condizionato distorce il confronto in una direzione non realistica: confrontare sempre i materiali in stati di condizionamento equivalenti rappresentativi delle condizioni di servizio effettive.